1. Những bộ phận nào đúc chết cỗ máy chết bao gồm?
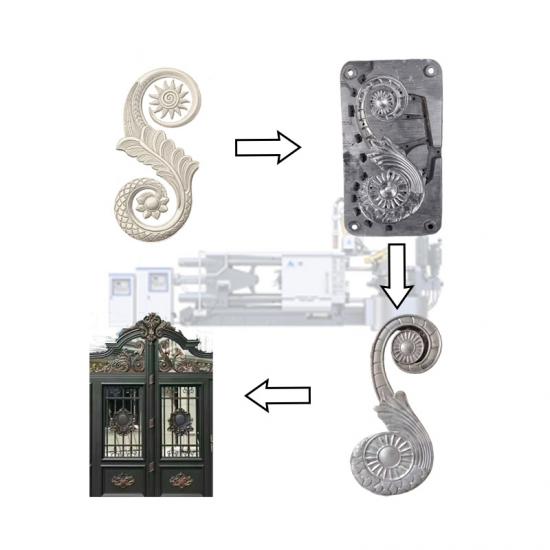
A: cấu trúc của khuôn đúc khuôn có thể được chia thành các phần sau theo chức năng của nó: (như hình bên dưới) máy đúc nhôm
(1) Phần khuôn (động và cố định đúc chết khuôn lõi, chèn khuôn, kéo lõi, v.v.)
(2) Phần đế khuôn (tấm kẹp khuôn có thể di chuyển và cố định, tấm AB, tấm đỡ và chân khuôn)
(3) Hệ thống đường vòng (tay áo cổng, hình nón bộ chia, người chạy, đường vòng đầu vào)
(4) Hệ thống tràn (bể tràn, bể xả hơi)
(5) Cơ chế đẩy (chốt đẩy, tấm cố định chốt đẩy, tấm đẩy, cần đặt lại)
(6) Bộ phận dẫn hướng (trụ dẫn hướng, ống dẫn hướng, trụ dẫn hướng giữa, ống dẫn hướng giữa)
(7) Cơ cấu kéo lõi (thanh trượt kéo lõi, trụ dẫn hướng nghiêng, khối kẹp, lò xo, v.v.)
(8) Những thứ khác (hệ thống làm mát, hệ thống sưởi, cột gia cố, v.v.)
2. Khuôn bế đúc được làm bằng chất liệu gì?
Trả lời: khuôn đúc khuôn của công ty chúng tôi chủ yếu được làm bằng các loại Thép sau:
(1) H13 (thép chịu nhiệt) làm lõi khuôn phía trước và phía sau, lõi kéo lõi, tay áo cổng, hình nón shunting, v.v.)
(2) Thép 45 (làm tấm a và B, khối trượt, trụ dẫn hướng nghiêng, v.v.)
(3) T8, T10 (trụ dẫn hướng, ống dẫn hướng, ống nối, thanh đặt lại, v.v.)
(4) Thép A3 (tấm kẹp khuôn trước và sau, tấm đỡ, tấm ống nhánh, chân khuôn, v.v.)
3. Độ cứng xử lý nhiệt của máy đúc chết chết lõi? Hậu quả của việc quá mềm và quá cứng là gì?
Trả lời: độ cứng tối đa của xử lý nhiệt lõi khuôn là hrc45 ~ 48. Nếu xử lý quá mềm (thấp hơn hrc43), lõi khuôn dễ bị xẹp, biến dạng và dính trong quá trình sản xuất khuôn; Nếu xử lý quá cứng (cao hơn HRC50), lõi khuôn rất dễ bị nứt. Sau khi thấm nitơ, độ cứng của một số bộ phận sẽ đạt đến hrc58-60 (chẳng hạn như ống bọc cửa, miếng chèn, v.v.).
4. Các yếu tố được xem xét khi lựa chọn máy đúc chết cho chết đúc chết?
Trả lời: (1) lắp đặt khuôn (tức là máy đúc khuôn có lắp được khuôn hay không liên quan đến khoảng cách giữa thanh bên trong của cột Golin và vị trí của buồng áp lực);
(2) Lượng kim loại nóng chảy rót vào (dung tích buồng phun của máy đúc khuôn có đủ không);
(3) Lực kẹp (khi đặt áp suất riêng hợp lý, lực kẹp đủ để khóa khuôn);
(4) Áp suất phun riêng (để đảm bảo chất lượng đúc);
(5) Hành trình mở khuôn (có thể lấy sản phẩm ra).