March 23,2026.
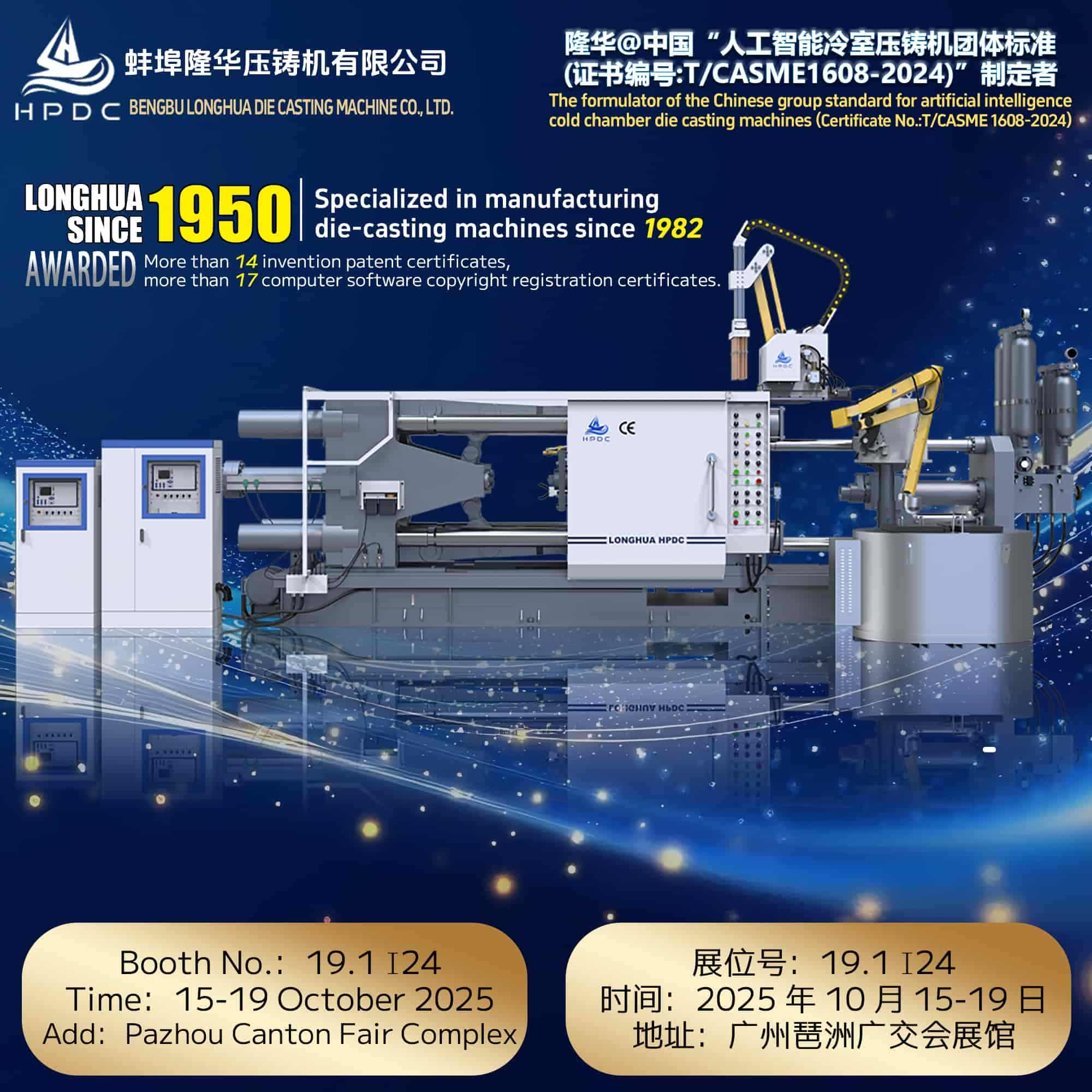
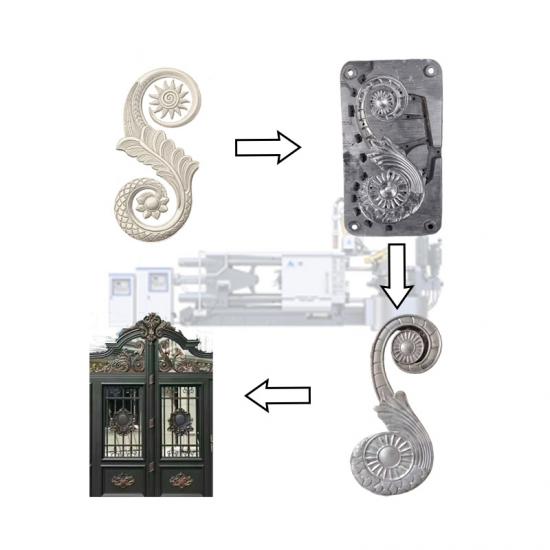
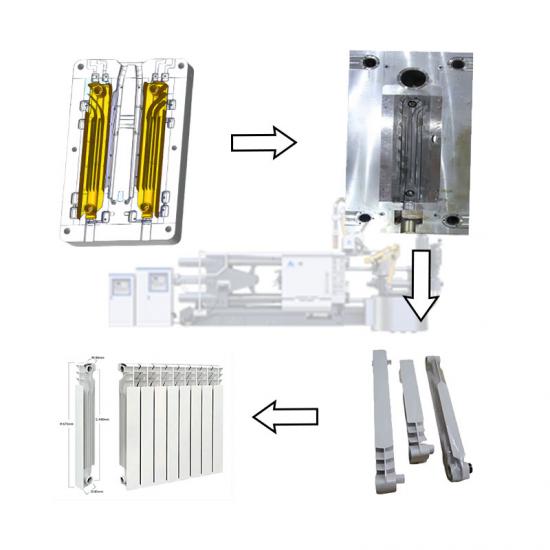
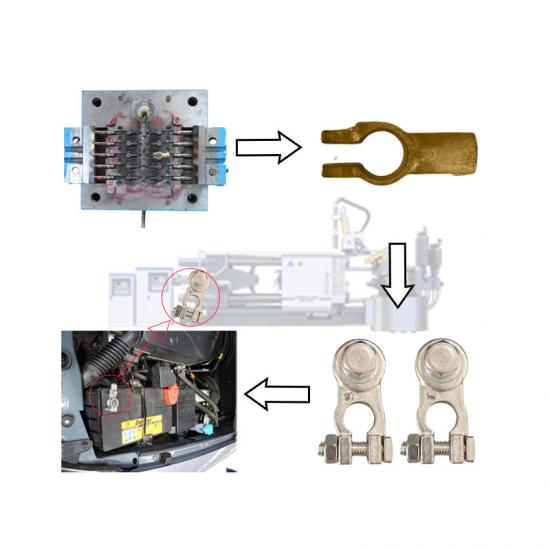
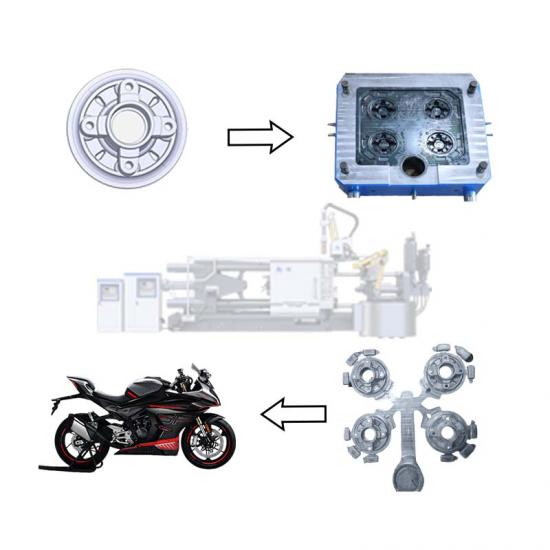
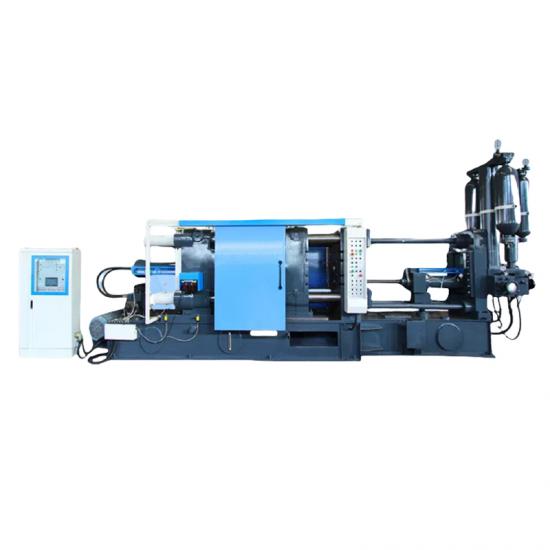
Phóng viên đến thăm cơ sở | Máy đúc khuôn Longhua: Chế tạo "Máy công cụ công nghiệp" bằng tay nghề thủ công, đưa nền sản xuất thông minh Trung Quốc ra thế giới. Ngày 19 tháng 3, chuyến tham quan xưởng sản xuất của Công ty TNHH Máy đúc khuôn Bengbu Longhua đã cho thấy các máy công cụ chính xác tốc độ cao đang hoạt động, các kỹ thuật viên theo dõi sát sao màn hình để điều chỉnh thông số, và hàng loạt máy đúc khuôn thông minh sẵn sàng xuất khẩu sang các nước dọc theo Sáng kiến Vành đai và Con đường. Với lịch sử hình thành từ năm 1950, doanh nghiệp lâu đời này khởi đầu là một trong "Năm thương hiệu máy móc hàng đầu" của Bengbu. Sau hơn 70 năm phát triển tận tâm, công ty đã trở thành chuẩn mực trong ngành công nghiệp máy đúc khuôn của Trung Quốc, thể hiện sức mạnh vững chắc của nền sản xuất thông minh Trung Quốc vươn ra toàn cầu. Là một trong những doanh nghiệp chuyên nghiệp đầu tiên của Trung Quốc tham gia vào nghiên cứu, phát triển và sản xuất máy đúc khuôn, và từng là thương hiệu hàng đầu trong "Top 5 Máy móc của Bengbu", Bengbu Longhua đã tập trung vào các lĩnh vực cốt lõi bao gồm máy đúc khuôn, khuôn mẫu và thiết bị tự động hóa công nghiệp từ năm 1982. Công ty đã thiết lập một chuỗi công nghiệp hoàn chỉnh tích hợp thiết kế, nghiên cứu và phát triển, sản xuất, bán hàng và dịch vụ hậu mãi. Ngày nay, sản phẩm của công ty được xuất khẩu sang 45 quốc gia và khu vực, với các văn phòng kỹ thuật và tiếp thị được thành lập tại 7 quốc gia, hình thành một mạng lưới tiếp thị và dịch vụ toàn cầu bao phủ châu Á, châu Âu, châu Phi và châu Mỹ, bao gồm hơn 30 quốc gia dọc theo Sáng kiến Vành đai và Con đường. Công ty đã trở thành một ví dụ sinh động về việc ngành công cụ máy móc của Trung Quốc "vươn ra toàn cầu". Sự tận tâm sâu sắc đối với đổi mới công nghệ là động lực cốt lõi cho sự thành công của Longhua. Từ năm 2014, công ty đã tăng cường hợp tác giữa ngành công nghiệp, trường đại học và viện nghiên cứu, hợp tác với các tổ chức uy tín như Viện Khoa học Vật lý Hợp Phê thuộc Viện Hàn lâm Khoa học Trung Quốc và Đại học Bành Phụ. Một đội ngũ nghiên cứu và phát triển chuyên nghiệp gồm 58 thành viên đã được thành lập tại trụ sở chính, bao gồm 14 tiến sĩ và 12 thạc sĩ, với hơn 40% là nhân tài cao cấp. Với năng lực nghiên cứu và phát triển mạnh mẽ, doanh nghiệp đã được công nhận là Doanh nghiệp Công nghệ Cao Quốc gia và Doanh nghiệp Chuyên ngành, Tinh vi, Độc đáo và Mới của tỉnh An Huy. Công ty sở hữu 14 bằng sáng chế phát minh quốc gia và 21 bản quyền phần mềm máy tính, đồng thời đã đạt được những thành tựu cốt lõi như tiêu chuẩn nhóm cho máy đúc khuôn buồng lạnh thông minh nhân tạo và Bộ thiết bị kỹ thuật trọng điểm đầu tiên của tỉnh An Huy, xếp hạng trong số những doanh nghiệp hàng đầu ngành về trình độ kỹ thuật. Là thiết bị cốt lõi của "máy công cụ công nghiệp", máy đúc khuôn Longhua có độ chính xác cao và năng suất cao, được sử dụng rộng rãi trong các lĩnh vực gia công kim loại màu như hàng không vũ trụ, xe năng lượng mới, robot và thiết bị thông tin liên lạc. Cá...
đọc thêm