November 28,2024.
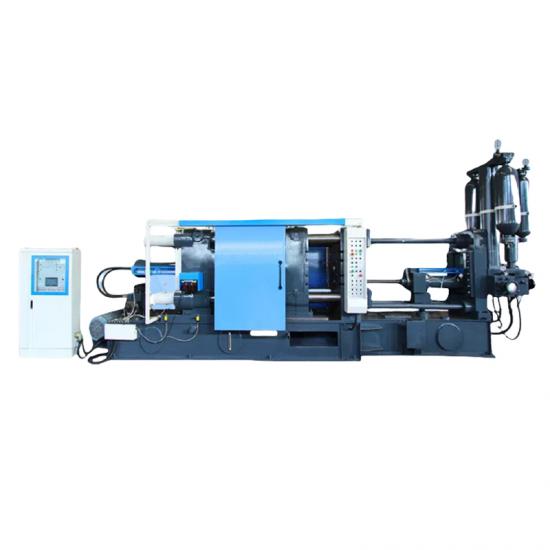
Hướng dẫn vận hành máy đúc khuôn bao gồm các bước và biện pháp phòng ngừa sau: (i) Chuẩn bị sản xuất: Công nhân đúc khuôn phải mặc trang phục bảo hộ lao động (quần áo, quần, giày, mũ, kính...) khi vào vị trí sản xuất. Kiểm tra xem nước, điện, gas, không khí có đáp ứng các thông số kỹ thuật sản xuất hay không, kiểm tra các điểm bôi trơn của thiết bị và bơm mỡ bôi trơn theo quy định. Thực hiện các bước chuẩn bị trước khi sản xuất khác (dụng cụ, quy trình, công cụ hạng hai, v.v.). Khi tất cả các hoạt động chuẩn bị sản xuất được xác nhận là hoàn chỉnh, an toàn và đáng tin cậy thì thiết bị có thể được khởi động. (ii) Khởi động không tải: Bật công tắc khởi động, đợi động cơ và bơm dầu chạy trong 1-3 phút, sau đó thực hiện kiểm tra không tải trên các chức năng khác nhau. Vận hành máy thử không tải bằng tay, kiểm tra tủ điều khiển điện, kiểm tra xem các tín hiệu chỉ thị chương trình có được thực hiện theo đúng chương trình hay không. Khi máy ép buồng lạnh phải ép khí, sợi bông phải được độn; khi máy buồng nóng được ép bằng không khí thì phải tháo chày ra. Bật công tắc thủ công và kiểm tra máy không tải (mở và đóng khuôn, kéo lõi, đẩy, phun, v.v.) (III) Hoạt động sản xuất: Điều chỉnh các thông số khác nhau theo quy trình, chẳng hạn như lực phun, thời gian đóng mở khuôn, thời gian đông đặc, thời gian phun (số lần), thời gian phun, thời gian chu kỳ, cân điện tử, v.v. và điều chỉnh các thông số nhiệt độ (vòi phun, cổ ngỗng, phí lò) cho phù hợp. Làm nóng trước khuôn và múc, làm nóng trước xi lanh phun của máy đúc khuôn buồng lạnh. Cấm đặt các thỏi lạnh và trả lại điện tích bằng nước vào nồi nấu kim loại. Vận hành thủ công quá trình sản xuất thử từng sản phẩm và tự kiểm tra sản phẩm. Sau khi xác nhận rằng sản phẩm đáp ứng các bản vẽ và thiết bị đáp ứng các quy định của quy trình, có thể tiến hành sản xuất một chu kỳ. Cửa bảo vệ an toàn phải được đóng trong quá trình sản xuất và nghiêm cấm đứng ở bề mặt chia tay. (IV) Sản xuất hoàn toàn tự động: Việc sản xuất hàng loạt hoàn toàn tự động chỉ có thể được thực hiện sau khi sản phẩm được phê duyệt qua "ba cuộc kiểm tra". Nếu phát hiện lỗi trong quá trình sản xuất, phải dừng máy ngay lập tức để kiểm tra và chỉ có thể khởi động máy để sản xuất sau khi đã loại bỏ lỗi. Nếu xảy ra lỗi trong quá trình sản xuất, phải thực hiện nghiêm ngặt nguyên tắc “ba không vượt qua”, đồng thời phải điền vào hồ sơ sản xuất và báo cáo tai nạn. (V) Kết thúc sản xuất: Dừng máy và kiểm tra nước, điện, gas, không khí đảm bảo dòng nước chảy thông suốt để làm mát thiết bị. Chỉ có thể dừng nước khi nhiệt độ thiết bị...
đọc thêm