January 20,2025.
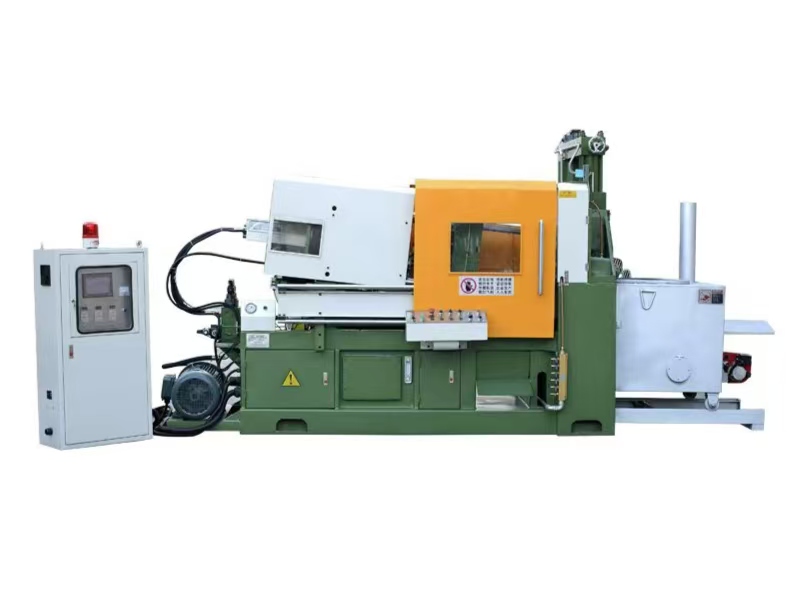
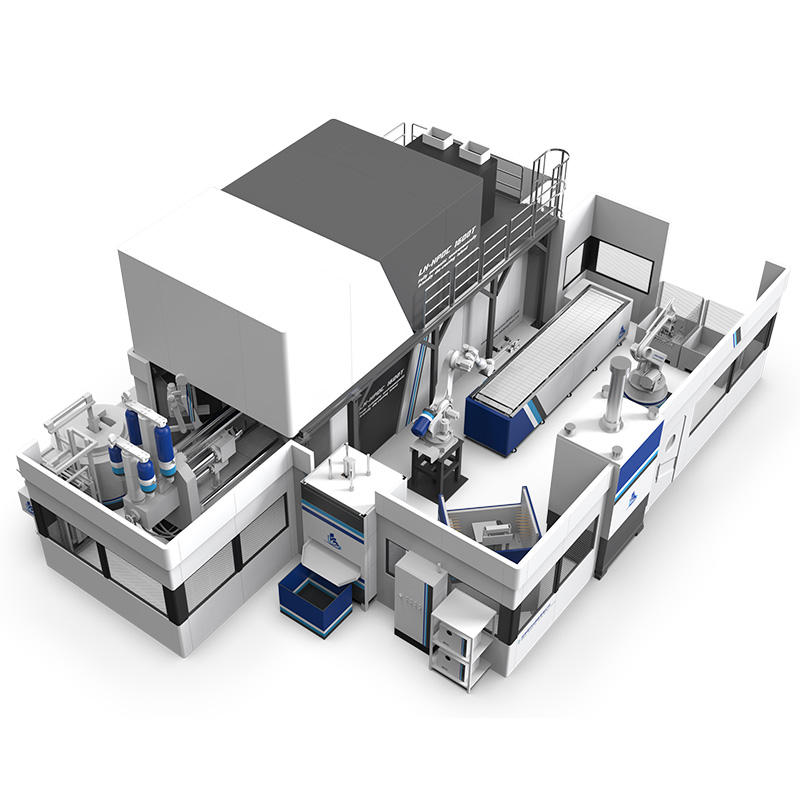
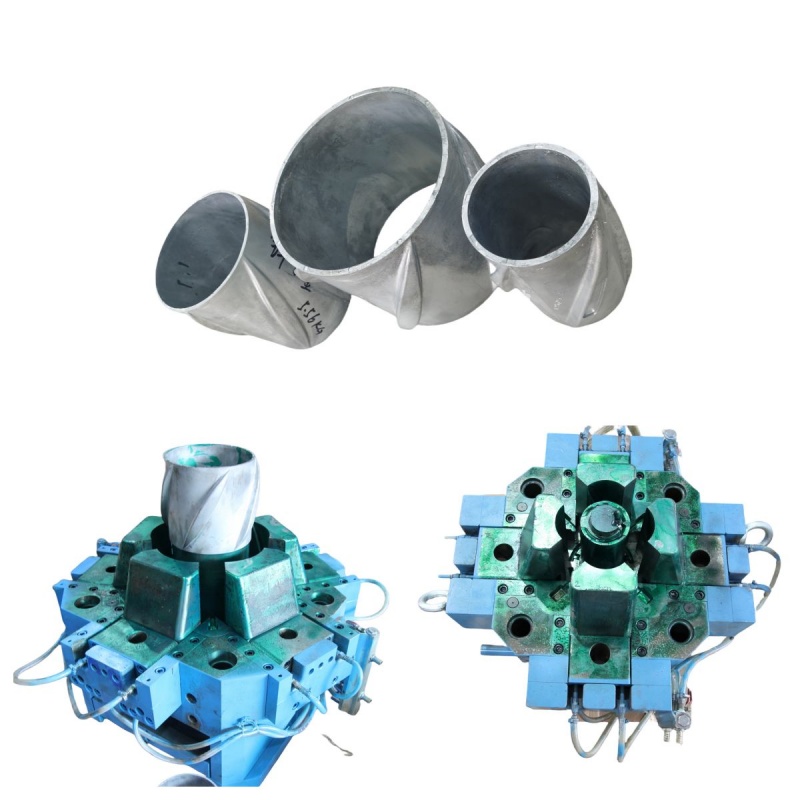
Chúc mừng nồng nhiệt: Bengbu Longhua trở thành Thành viên của Hiệp hội đúc Trung Quốcï¼ Công ty TNHH Máy đúc khuôn Bengbu Longhua (doanh nghiệp công nghệ cao quốc gia/thành lập năm 1982, công ty chúng tôi chuyên sản xuất và phát triển máy đúc khuôn AI tốc độ cao và độ chính xác cao (Phó Chủ tịch Đơn vị Phòng Xuất nhập khẩu An Huy/Thành viên thường trực và Giám đốc Đơn vị sáng lập Hồng Kôngy Hiệp hội/Đơn vị thành viên của Hiệp hội đúc Trung Quốc). công ty đ、 tích cực hưởng ứng lời kêu gọi hợp tác với các viện lớn của nhà nước để phát triển các sản phẩm công nghệ cao mới! Công ty chúng tôi đ、 liên tục hợp tác với "Viện Hàn lâm Khoa học Trung Quốc Hợp Phì" * "Bengbu Đại học " * "Viện Khoa học và Công nghệ An Huy" và các viện lớn khác cùng phát triển: "Máy đúc khuôn và robot đúc tốc độ cao, độ chính xác cao/các dự án khoa học và công nghệ lớn"! Dự án Nghiên cứu và phát triển đ、 giành được các danh hiệu sau: 13 bằng sáng chế phát minh quốc gia/93 bằng sáng chế mô hình tiện ích quốc gia/6 giấy chứng nhận bản quyền phần mềm máy tính/"1 giấy chứng nhận cho bộ thiết bị kỹ thuật chính đầu tiên ở tỉnh An Huy"/"1 giấy chứng nhận trí tuệ quốc gia triển khai sản phẩm"/"27 giấy chứng nhận thành tựu khoa học và công nghệ tỉnh An Huy"/"5 giấy chứng nhận nh、n hiệu Longhua"/"2 giấy chứng nhận CE EU/máy/robot đúc khuôn Longhua", "máy đúc khuôn buồng lạnh trí tuệ nhân tạo tiêu chuẩn quốc gia soạn thảo unit", "Hong Kong Foundry Thành viên thường trực của hiệp hội/đơn vị hội đồng" và các danh hiệu khác. Tính đến nay, máy đúc khuôn Longhua đ、 được xuất khẩu sang 32 quốc gia và khu vực/cụ thể là: Brazil, Ai Cập, Nam Phi, Việt Nam, Pakistan, Bangladesh, Uruguay, Ấn Độ, Nga, Uzbekistan, Turkmenistan, Kazakhstan, Kyrgyzstan, Tajikistan, Iran, Bắc Triều Tiên, Ecuador, Hoa Kỳ, Vương quốc Anh, Ý, Hàn Quốc, Algeria, Mexico, Azerbaijan, Tỉnh Đài Loan của Trung Quốc cũng như các quốc gia và khu vực khác. "Máy đúc khuôn AI tốc độ cao và độ chính xác cao" và "robot đúc khuôn" của Longhua giúp đất nước trở thành cường quốc công nghệ và khiến thế giới phải lòng Made in China!
đọc thêm