October 14,2024.
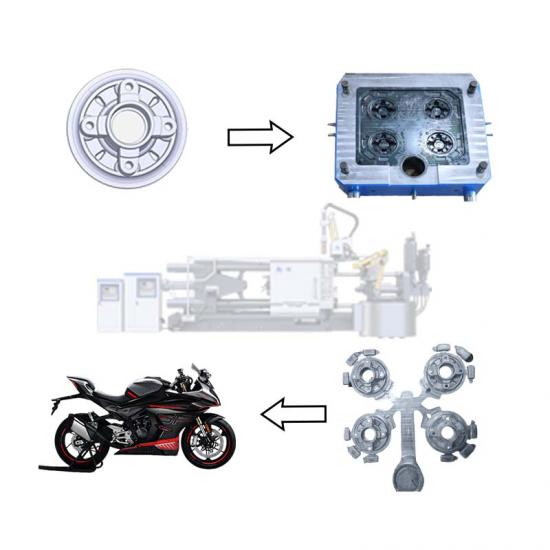
Tỉnh An Huy đã chính thức triển khai xây dựng các ngành tu luyện đỉnh cao, bao gồm 74 ngành tại 28 trường đại học, trong đó 7 ngành của 4 trường đại học ở Bạng Phụ, trong đó có Đại học Bạng Phụ, nằm trong danh sách. Là ngôi trường có cơ sở hạ tầng kỷ luật toàn diện hoàn chỉnh nhất tại Thành phố Bengbu, Đại học Bengbu luôn là tấm danh thiếp vàng đáng tự hào của Bengbu. Để thúc đẩy hơn nữa kỷ luật trau dồi đỉnh cao của tỉnh về "thông tin điện tử", tăng cường hợp tác nhà trường-doanh nghiệp và giao tiếp, phục vụ phát triển công nghiệp địa phương, khám phá các mô hình mới đào tạo nhân tài tích hợp công nghiệp và giáo dục, phát huy lợi thế tương ứng của họ và thực hiện chia sẻ tài nguyên. Đại học Bengbu và Công ty TNHH Máy đúc khuôn Bengbu Longhua (sau đây gọi tắt là "Longhua") đã tổ chức hội thảo "Đồng xây dựng kỷ luật canh tác đỉnh cao cấp tỉnh" "Giai đoạn I" tại Hội thảo về máy đúc khuôn Bengbu Longhua. , Ltd. vào ngày 11 tháng 10 năm 2024. Hội thảo có sự tham dự của Chen Guolong, Ủy viên Đảng ủy Đại học Bengbu và Bí thư (đảng viên Đảng Cộng sản Trung Quốc, Tiến sĩ Khoa học, nghiên cứu sinh sau tiến sĩ của Viện Phần mềm Trung Quốc). Học viện Khoa học, giáo sư, trợ giảng thạc sĩ, v.v.), Huang Yinghui, Giám đốc Phòng Nghiên cứu của Đại học Bengbu, Zhu Honghao, Trưởng khoa Khoa học Máy tính của Đại học Bengbu, Li Xianwei, Phó Trưởng khoa Khoa học Máy tính của Đại học Bengbu [Bác sĩ chuyên gia máy tính, chuyên ngành truyền thông thông tin (hệ thống máy tính và kỹ thuật mạng) của Đại học Waseda, Nhật Bản, gia sư thạc sĩ)], Chu Văn Bình, Tổng Giám đốc Công ty TNHH Máy đúc khuôn Bengbu Longhua, Dai Tongtong, Trợ lý cho Tổng Giám đốc và những người khác. Bí thư Chen Guolong đã chỉ ra tại cuộc họp rằng bộ môn "Thông tin điện tử" của Đại học Bengbu là bộ môn tu luyện đỉnh cao ở tỉnh An Huy, đồng thời cũng là bộ môn dành cho chương trình đào tạo thạc sĩcủa trường. Bộ môn này đã đạt được những kết quả ban đầu đáng chú ý về nhận thức thông minh, phát hiện thông minh, ứng dụng Internet of Things, trí tuệ nhân tạo và các công nghệ khác. Phát huy đặc điểm, lợi thế của ngành này trong giảng dạy, nghiên cứu khoa học và đào tạo nhân tài, xây dựng thành tựu của ngành trên cơ sở nhu cầu phát triển kinh tế địa phương, bổ sung lợi thế về nguồn lực ngành và phát triển doanh nghiệp. Chúng ta phải lấy định hướng chính sách quốc gia làm kim chỉ nam cho thời tiết và lấy tiêu chuẩn so sánh với các tiêu chuẩn đẳng cấp thế giới làm điểm khởi đầu, giữ đúng nguyện vọng ban đầu của mình và chung tay hợp tác. “Xây dựng kỷ luật tu luyện đỉnh cao cấp tỉnhDự án "Giai đoạn I" đã giành được những vinh dự sau thông qua hợp đồng hợp tác giữa hai bên: 13 bằng sáng chế phát minh quốc gia/93 bằng sáng chế mô hình tiện ích quốc gia/6 giấy chứng nhận bản quyền phần mềm máy tính/"1 giấy chứng nhận cho bộ thiết bị kỹ thuật chính đầu tiên ở tỉnh An Huy "/"5 giấy chứng nhận sản phẩm mới tỉnh An Huy"/"1 giấy chứng nhận thực hiện sản phẩm trí tuệ cấp quốc gia"/"27 giấy chứng nhận thành tựu khoa học c...
đọc thêm