2023-04-09
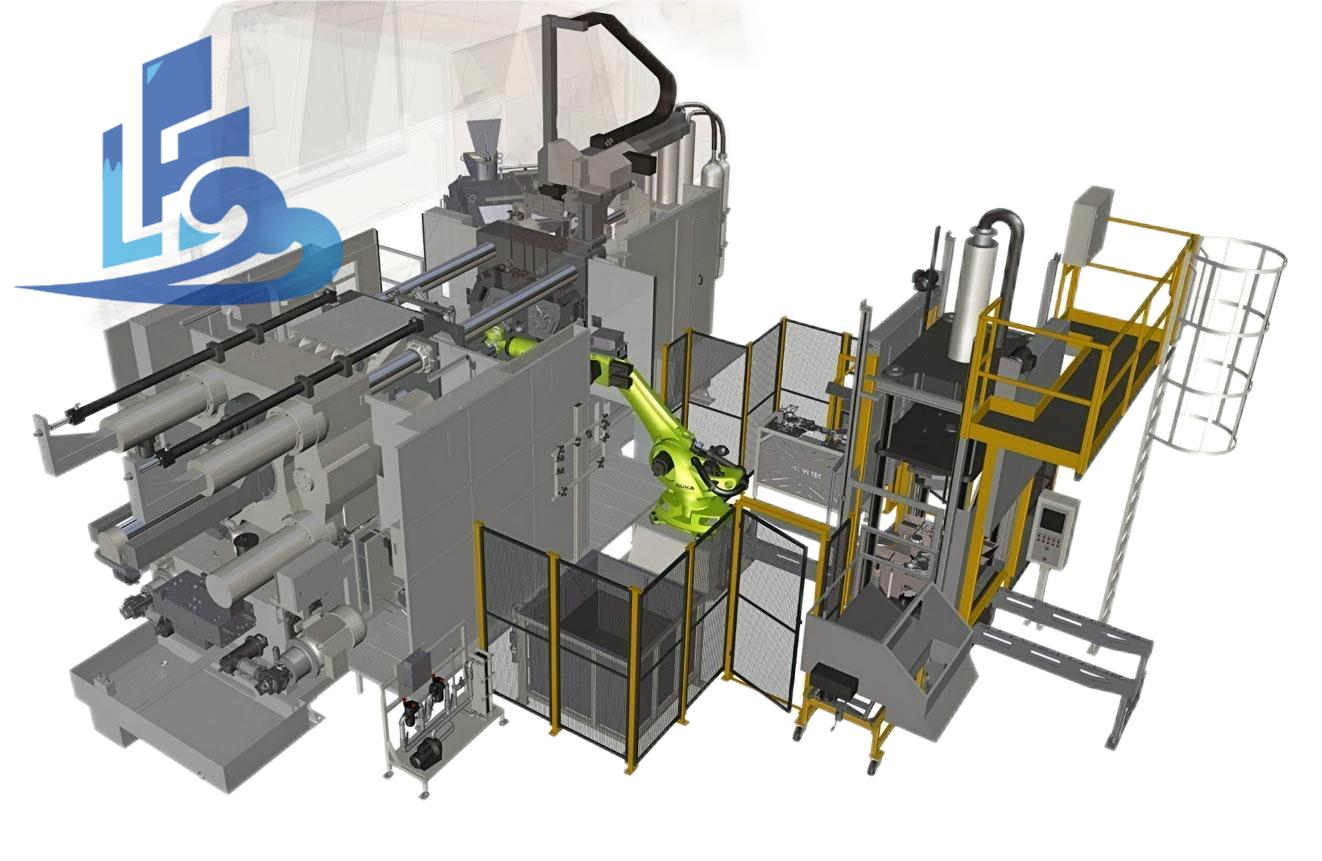
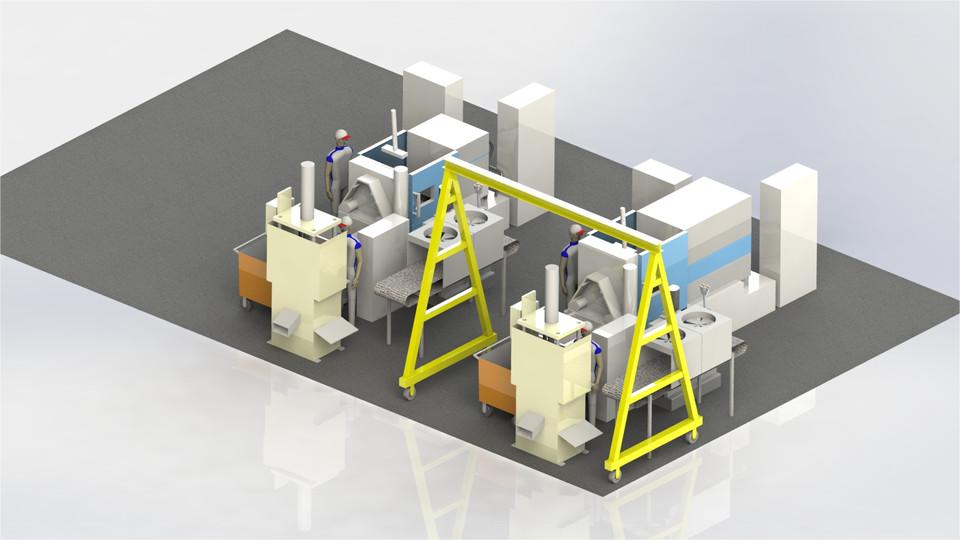
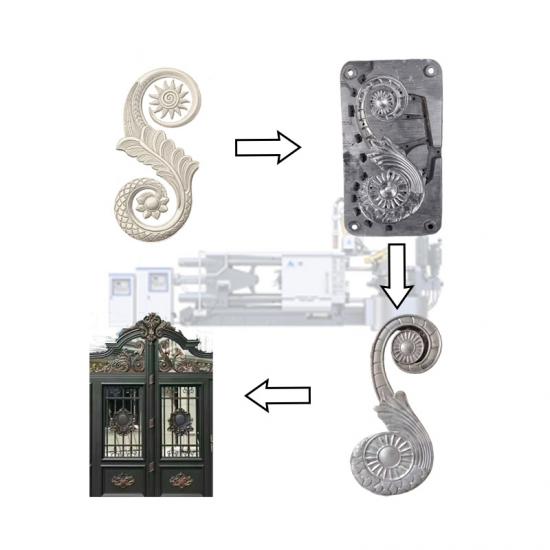
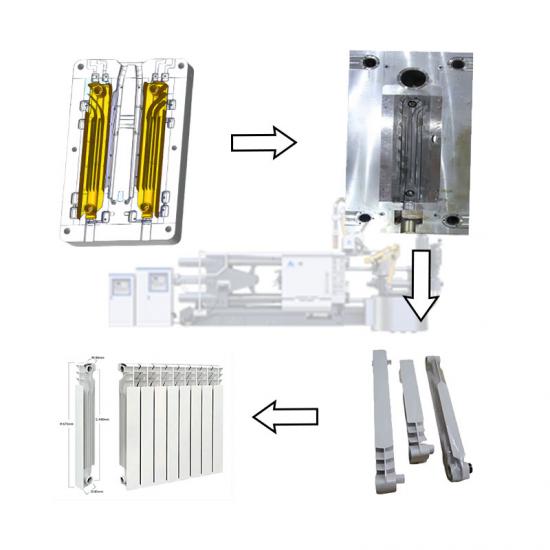
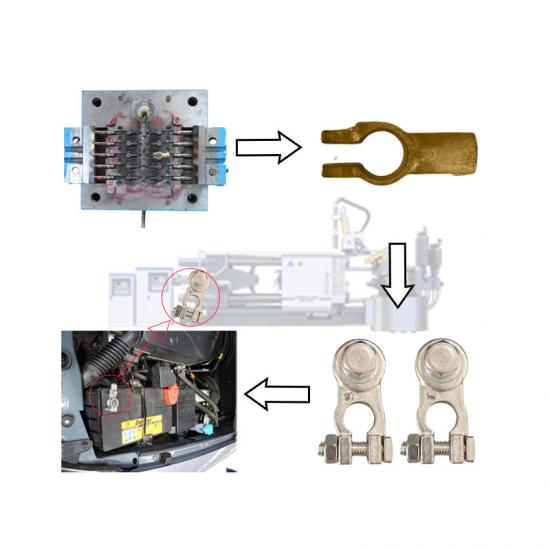
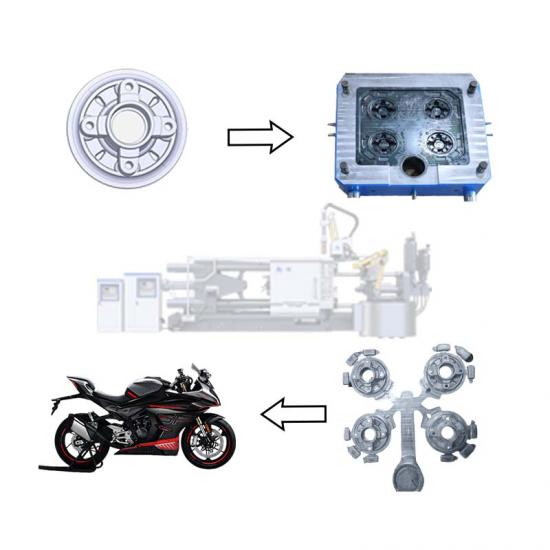
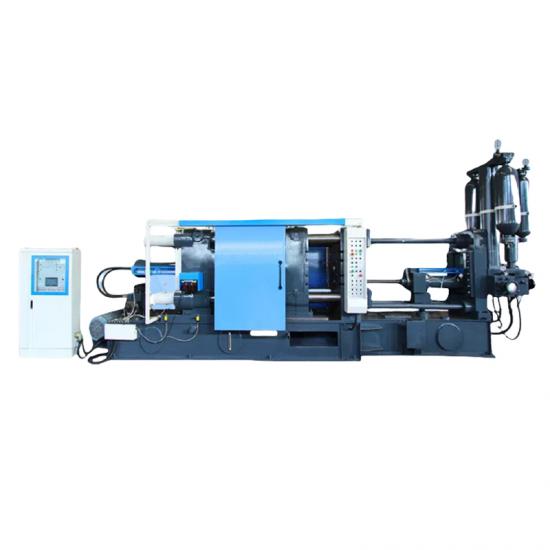
Mật độ của khuôn đúc hợp kim tối thiểutương đối nhỏ, và nó có các đặc tính cường độ cao, độ bền cao và trọng lượng riêng nhẹ. Do đó, trong cùng một diện tích kết cấu, trọng lượng của các bộ phận kết cấu có thể giảm xuống, do đó, các bộ phận đúc hợp kim nhôm được sử dụng rộng rãi trong nhiều máy móc và một số bộ phận nhỏ chính xác. Độ bóng bề mặt của hợp kim nhôm sáng hơn so với kim loại thông thường, đồng thời có khả năng chống ăn mòn tốt trong khí quyển và nước ngọt nên được ứng dụng rộng rãi trong sản xuất đồ dùng dân dụng. Các bộ phận đúc hợp kim nhôm có tính dẫn nhiệt và dẫn điện tốt. Chúng cũng thích hợp để sử dụng trong các thiết bị trao đổi nhiệt dùng trong sản xuất hóa chất và các bộ phận cần dẫn nhiệt tốt trong máy điện, chẳng hạn như đầu xi-lanh và pít-tông của động cơ đốt trong. hợp kim để sản xuất. Do nhiệt ẩn hóa rắn của hợp kim nhôm lớn, trong cùng điều kiện trọng lượng, quá trình hóa rắn của chất lỏng nhôm kéo dài lâu hơn nhiều so với thép đúc và gang, và có tính lưu động tốt, có lợi cho việc đúc thành mỏng và cấu trúc phức tạp. vật đúc. Đúc hợp kim nhôm không chỉ có độ bền cao, độ bền cao, trọng lượng riêng nhẹ và kết cấu của kim loại, mà còn có các đặc tính về trọng lượng nhẹ của nhựa và công nghệ bề mặt đa dạng. Do đó, khuôn đúc hợp kim nhôm được sử dụng rộng rãi trong các lĩnh vực khác nhau. Ví dụ, nó được sử dụng rộng rãi trong phần cứng cửa phòng tắm, ngân hàng, hàng không, sản phẩm điện tử, tàu, vật liệu xây dựng, thiết bị gia dụng, các phương tiện và công cụ dụng cụ khác nhau. Phần cứng Fengyi Nam Hải sau đây sẽ giải thích cho bạn những ưu điểm sau của khuôn đúc hợp kim nhôm: 1. Hợp kim nhôm dẫn điện; 2. Hợp kim nhôm có tính lưu động cao, có thể lấp đầy khuôn với tốc độ nhanh nhất trong quá trình đúc khuôn; 3. Hợp kim nhôm có đặc tính cường độ cao, độ bền cao và trọng lượng riêng nhẹ; 4. Hợp kim nhôm có độ nhớt mạnh, dễ dính vào khuôn trong quá trình đúc; 5. Hợp kim nhôm có khả năng chống ăn mòn và chống mài mòn mạnh; 6. Mật độ của hợp kim nhôm tương đối thấp. Đối với các sản phẩm có cùng khối lượng, chất lượng của hợp kim nhôm tương đối nhẹ nên có đặc điểm giá thành thấp hơn so với các loại hợp kim khác....
đọc thêm