2024-02-18
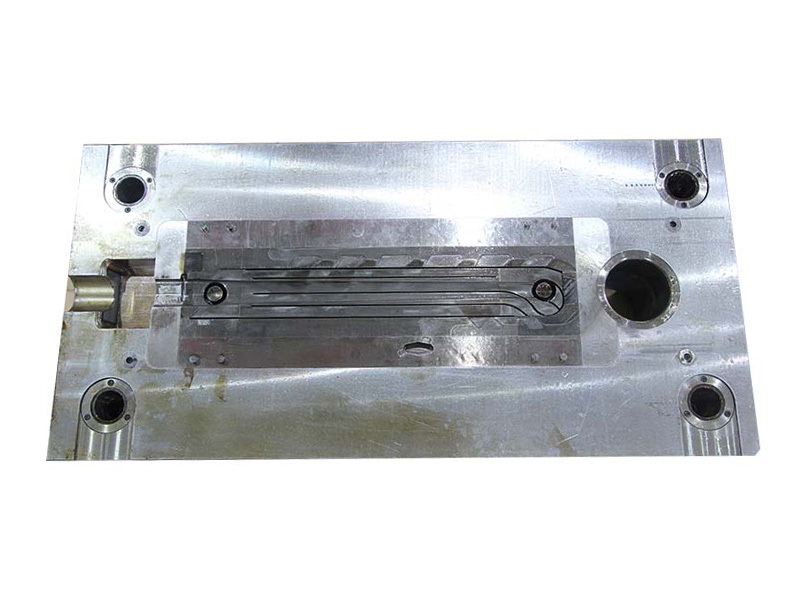
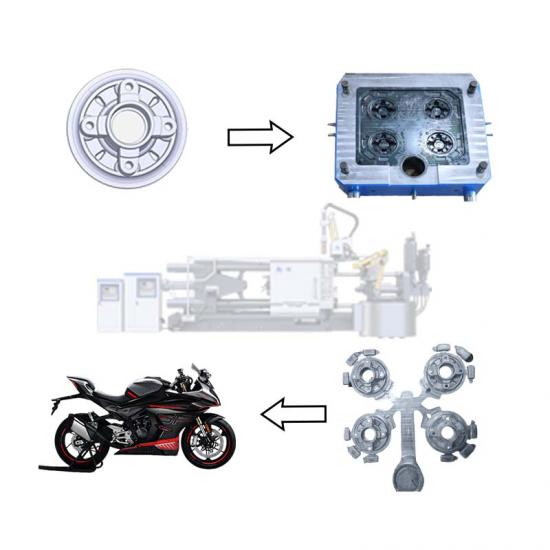
Đóng nguội trong khuôn đúc đề cập đến các khuyết tật do chất lỏng kim loại đông đặc ở một số bộ phận hoặc khu vực nhất định do tốc độ làm mát quá mức ở một số bộ phận hoặc khu vực nhất định khi chất lỏng kim loại lấp đầy khuôn trong quá trình đổ đầy. Điều này ảnh hưởng đến độ kín, độ bền và hình thức bên ngoài của bộ phận. Sau đây là một số nguyên nhân phổ biến gây ra sự cố đóng nguội trong vật đúc và các giải pháp tương ứng: 1. Vấn đề thiết kế khuôn: Nguyên nhân của sự cố: Thiết kế cấu trúc khuôn không hợp lý, dẫn đến tốc độ làm nguội chất lỏng kim loại không đồng đều trong quá trình rót. Giải pháp: Tối ưu hóa thiết kế khuôn, thêm hệ thống làm mát, điều chỉnh cấu trúc khuôn để cải thiện tính lưu động của chất lỏng kim loại trong khuôn, đảm bảo đổ đầy chất lỏng kim loại đồng đều và tránh tốc độ làm mát quá mức. 2. Kiểm soát nhiệt độ chất lỏng kim loại không đúng cách: Nguyên nhân của sự cố: Nhiệt độ của chất lỏng kim loại quá cao hoặc quá thấp, có thể dẫn đến tốc độ làm mát không đồng đều và hình thành lớp cách nhiệt lạnh. Giải pháp: Kiểm soát chặt chẽ nhiệt độ rót của chất lỏng kim loại để đảm bảo rót trong phạm vi nhiệt độ phù hợp, tránh chênh lệch nhiệt độ quá mức. 3. Vấn đề thiết kế hệ thống cổng: Nguyên nhân sự cố: Thiết kế hệ thống rót chưa hợp lý. Nếu cổng rót được thiết kế không đúng cách hoặc đặt ở vị trí không phù hợp, nó có thể khiến chất lỏng kim loại tạo thành lớp bịt lạnh trong quá trình rót. Giải pháp: Tối ưu hóa thiết kế hệ thống rót, điều chỉnh vị trí và hình dạng miệng rót, tăng độ mở rót hoặc thay đổi hướng rót để thúc đẩy quá trình chảy và làm đầy kim loại. 4. Thành phần và quá trình hóa rắn của hợp kim kim loại: Nguyên nhân của sự cố: Thành phần của hợp kim kim loại không đồng đều hoặc độ đông đặc kém, có thể khiến chất lỏng kim loại đông đặc không đều trong quá trình rót, tạo thành lớp bịt lạnh. Giải pháp: Tối ưu hóa công thức của hợp kim kim loại, tăng cường trộn và đồng nhất hóa chất lỏng kim loại, đảm bảo độ rắn và tính lưu động của chất lỏng kim loại. 5. Vận hành không đúng cách: Nguyên nhân của sự cố: Việc người vận hành kiểm soát không đúng cách trong quá trình đúc khuôn, chẳng hạn như áp suất, nhiệt độ hoặc tốc độ quá cao, cũng có thể khiến chất lỏng kim loại tạo thành lớp bịt lạnh trong quá trình đổ đầy. Giải pháp: Đào tạo người vận hành để đảm bảo họ hiểu và thực hiện chính xác các quy trình vận hành, kiểm soát chặt chẽ các thông số đúc khuôn và tránh các lỗi vận hành. Thông qua các biện pháp trên, các vấn đề về đóng nguội trong vật đúc có thể được ngăn ngừa và giảm thiểu một cách hiệu quả, đồng thời có thể cải thiện chất lượng và độ tin cậy của vật đúc....
đọc thêm