July 17,2024.
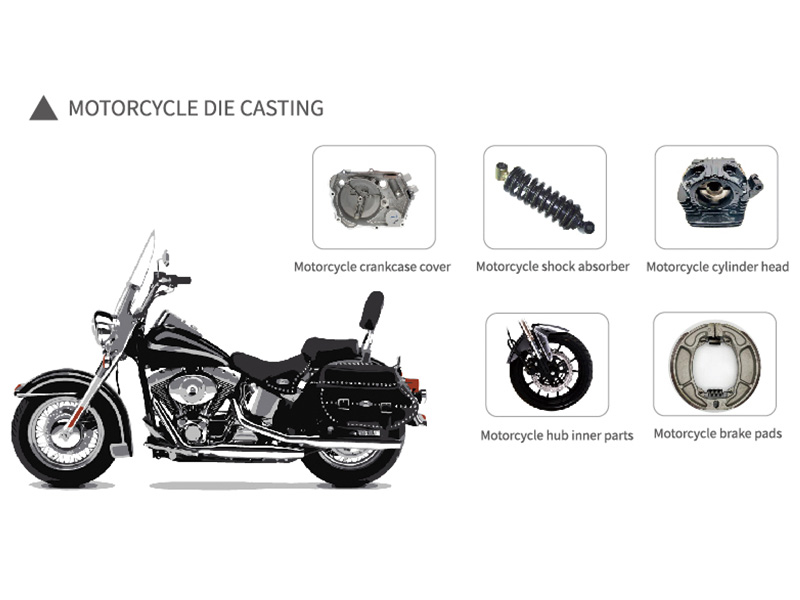
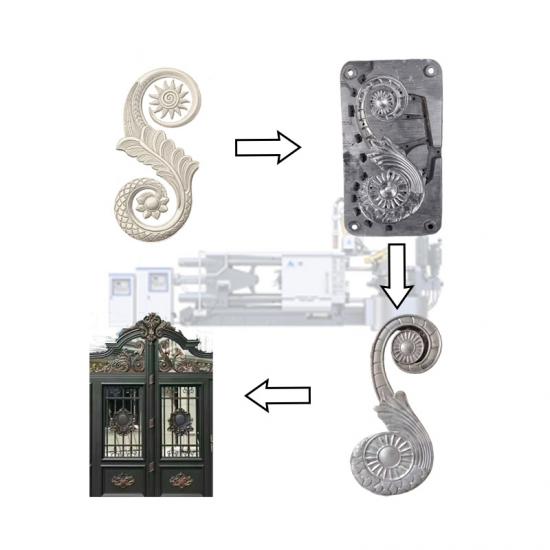
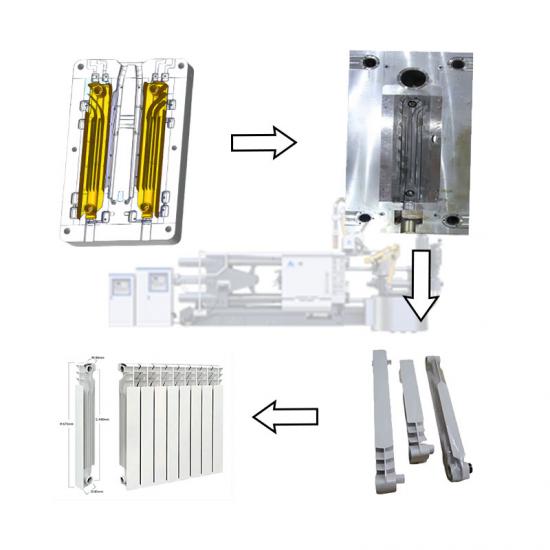
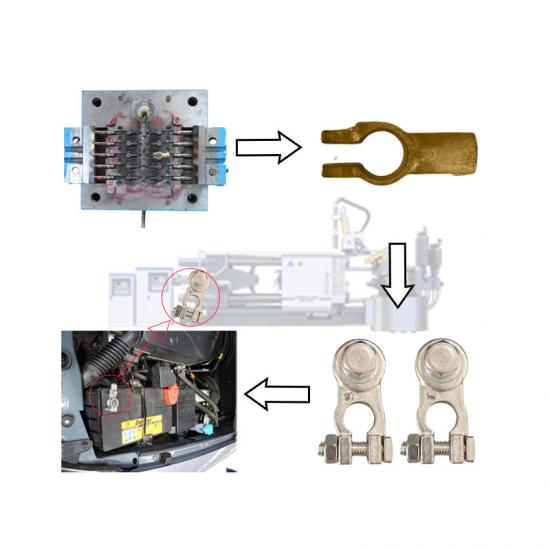
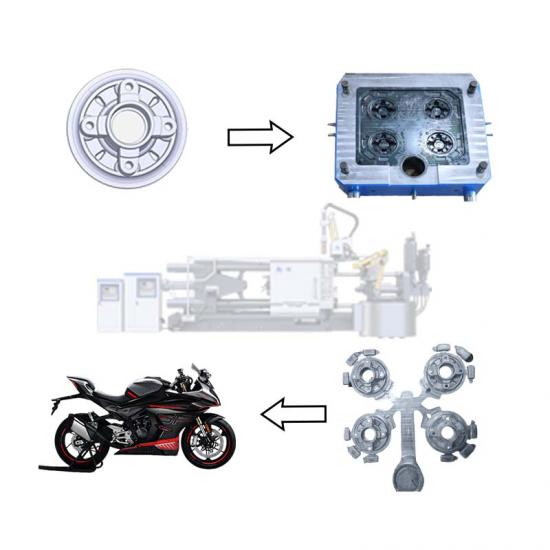
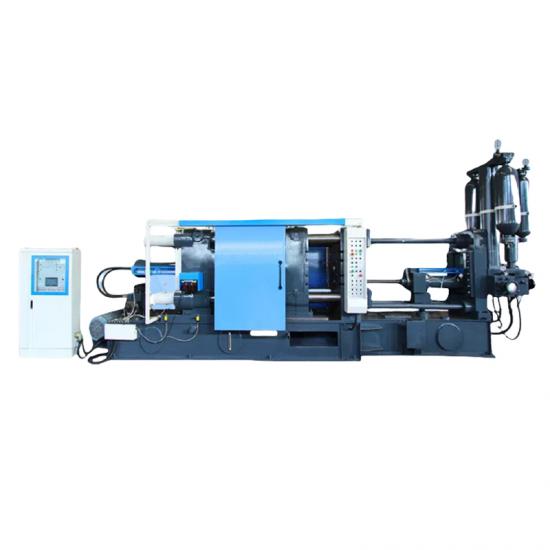
Máy đúc phụ tùng xe máy có một số đặc điểm khiến chúng được sử dụng rộng rãi trong quy trình sản xuất phụ tùng xe máy. Sau đây là những tính năng chính của máy đúc khuôn phụ tùng xe máy: 1. Sản xuất hiệu quả: Máy đúc khuôn có thể tạo ra các bộ phận có hình dạng phức tạp ở tốc độ cao và hiệu quả cao. Đối với các bộ phận của xe máy, chẳng hạn như vỏ động cơ, bộ phận phanh, đầu nối khung, v.v., năng lực sản xuất hiệu quả này rất quan trọng và có thể nhanh chóng đáp ứng nhu cầu thị trường. 2. Hiệu suất chính xác và phức tạp: Công nghệ đúc khuôn có thể tạo ra các bộ phận có độ chính xác cao và kích thước ổn định, điều này cần thiết để đảm bảo việc lắp ráp và hoạt động chính xác của các bộ phận xe máy. Thông qua việc đúc khuôn, các hình dạng phức tạp và cấu trúc tinh xảo có thể được tạo thành nguyên khối, giảm thiểu quá trình lắp ráp và cải thiện chất lượng sản phẩm. 3. Lựa chọn vật liệu đa dạng: Các bộ phận của xe máy thường yêu cầu phải có độ bền tốt, chống mài mòn và trọng lượng nhẹ. Máy đúc khuôn có thể sử dụng nhiều loại hợp kim kim loại, chẳng hạn như hợp kim nhôm, hợp kim magiê, hợp kim kẽm, v.v., để đáp ứng các yêu cầu cụ thể của các bộ phận khác nhau. 4. Tiết kiệm chi phí nguyên liệu: Công nghệ đúc khuôn có thể tận dụng hiệu quả nguyên liệu, giảm chất thải và tiêu thụ năng lượng, từ đó giảm chi phí sản xuất. Trong sản xuất phụ tùng xe máy, việc tiết kiệm chi phí nguyên vật liệu là điều quan trọng cần cân nhắc. 5. Ưu điểm của đúc một mảnh: Đúc khuôn có thể thực hiện việc đúc một mảnh của các bộ phận phức tạp, giảm bớt quá trình hàn và lắp ráp, đồng thời cải thiện độ bền và độ ổn định tổng thể của sản phẩm. Đối với các phụ kiện xe máy, ưu điểm của việc đúc nguyên khối có thể nâng cao độ an toàn và độ tin cậy của toàn bộ xe. 6. Mức độ tự động hóa và khả năng điều khiển cao: Các máy đúc hiện đại thường được trang bị hệ thống điều khiển tự động hóa tiên tiến, có thể điều khiển chính xác các thông số trong quá trình đúc để đảm bảo chất lượng và độ ổn định của các bộ phận. Tính năng tự động hóa cao này giúp quá trình sản xuất trở nên đáng tin cậy và hiệu quả hơn. Tóm lại, máy đúc phụ kiện xe máy đã trở thành một thiết bị xử lý quan trọng trong sản xuất phụ kiện xe máy nhờ khả năng sản xuất hiệu quả, hiệu suất chính xác và phức tạp, nhiều lựa chọn vật liệu và tiết kiệm chi phí. Nó có thể đáp ứng nhu cầu thị trường về các phụ kiện chất lượng cao và hiệu suất cao....
đọc thêm