February 6,2022.
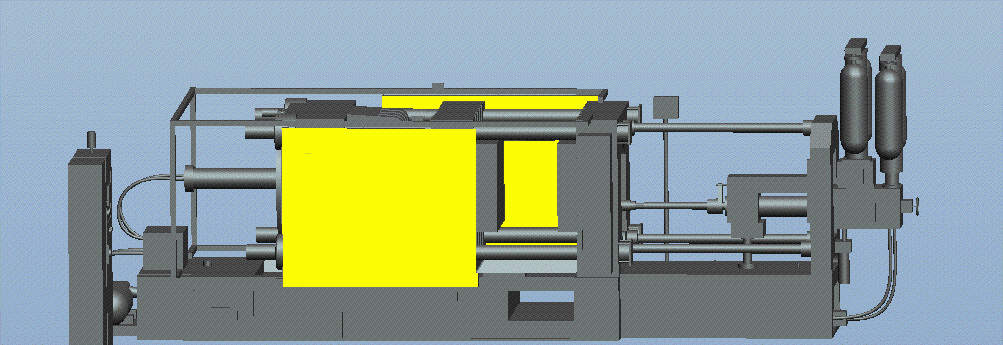
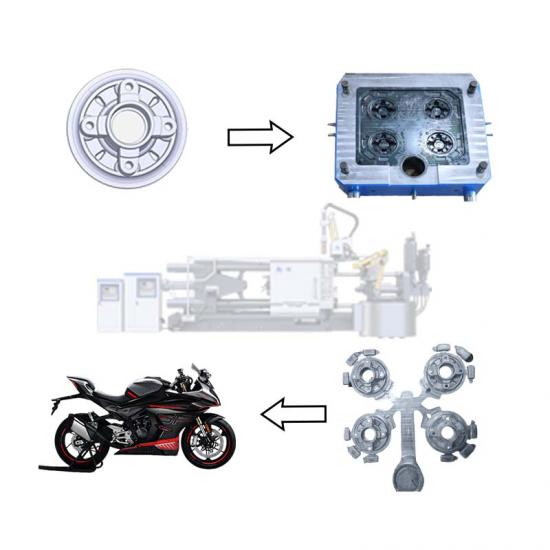
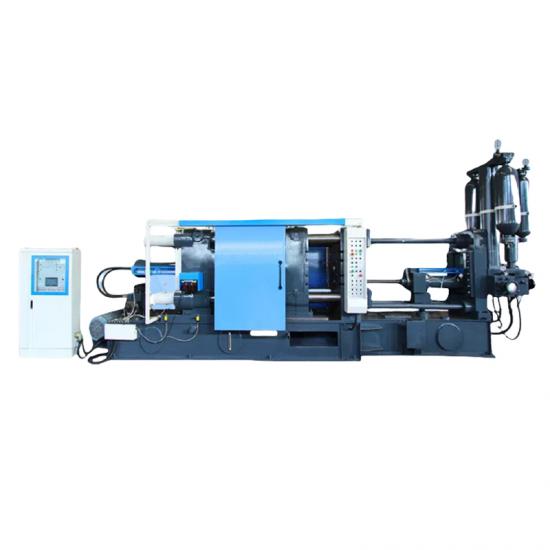
Thực chất của đúc khuôn áp lực cao (gọi tắt là đúc khuôn) là phương pháp làm cho kim loại lỏng hoặc bán lỏng lấp đầy khoang của khuôn đúc (khuôn đúc) với tốc độ cao dưới áp suất cao , và tạo thành và đông đặc lại. dưới áp lực để có được vật đúc . Quy trình đúc áp suất cao , đầu tiên 1 . 1 Bố trí mặt phẳng đúc áp suất cao Hiện tại , đảo đúc chung sẽ xem xét cấu hình sau; Máy đúc khuôn có chân không , lò giữ nhiệt được trang bị hệ thống đúc định lượng , do và sản phẩm với kiểu hệ thống phun , rút ngắn thời gian phun , rô bốt lấy bộ phận , bao xỉ. , cắt mã và các công việc khác , lần cắt cuối cùng đối với hệ thống cổng; Đảo đúc cũng có thể được nâng cấp để làm sạch tự động trong điều kiện khối lượng lớn . 1 . 2 ỨNG DỤNG của phần mềm mô phỏng CAE Phân tích CAE ngày càng được sử dụng rộng rãi hơn trong ngành đúc khuôn , đại diện là PROCAST , MAGMA , flow-3D , vv . Theo kết quả tính toán phân bố lưu lượng và vận tốc đổ đầy , thì mô phỏng có thể dự đoán chính xác các khuyết tật như kết nạp , và lấp đầy không tốt ,, giúp cải thiện đáng kể năng suất và tiết kiệm chi phí rất khách quan . Đây là một công cụ rất hữu ích để thiết kế toàn bộ hệ thống đúc (cổng) một cách nhanh chóng và khoa học. , sprue và bể tràn , vv .) để đúc khuôn . Tối ưu hóa các thông số quá trình đúc , giảm số lần kiểm tra khuôn , giảm chi phí đúc , cải thiện chất lượng sản phẩm . CAE phần mềm được sử dụng để phân tích tổng quát các báo cáo phân bố độ rỗng và phân bố vận tốc , đông đặc của điền đầy , (như thể hiện trong Hình 2) . 1 . 3 Ứng dụng của đúc khuôn chân không Với việc cung cấp liên tục các yêu cầu về chất lượng sản phẩm ,, việc sử dụng chân không để giải quyết vấn đề điền đầy và độ kín khí của vật đúc đã được phát triển tốt , và van chân không thường được sử dụng , loại van chân không được sử dụng phổ biến nhất có sau hai cấu trúc . Hình 3 là sơ đồ của van chân không . Giống như quá trình đúc khuôn thông thường , sau khi nước nhôm vào buồng , quá trình hút chân không bắt đầu bắt đầu . Sau đó , khi khuôn dập. máy đúc khởi động ở tốc độ cao , động năng của nước nhôm được dựa vào để chạm vào tấm lò xo của van chân không . Khi sử dụng van chân không cơ học , nó thường được đóng lại khi làm nóng khuôn . Khi hoàn tất quá trình gia nhiệt sơ bộ , van chân không chỉ có thể được sử dụng khi bắt đầu tăng tốc độ và điều áp cao . Van chân không cơ có ưu điểm là sử dụng đơn giản , nhưng độ chính xác xử lý của van chân không cao , và giá thành của van chân không tương đối cao . Hình 4 là giản đồ của van chân không thủy lực . Nguyên tắc của van chân không cơ khí giống nhau . Khi bắt đầu đột , chân không bắt đầu , nhưng nguyên tắc đóng van chân không thì khác . Khi van chân không thủy lực thường được khởi động ở tốc độ cao , loại được gửi đến hệ thống thủy lực của van chân không cùng một lúc , và van chân không được đóng lại . Giá thành của van chân không thủy lực là tương đối thấp , nhưng nó yêu cầu các thông số quá trình đúc khuôn và thiết kế khuôn phải phù hợp , nếu không nước nhôm đúc vào v...
đọc thêm